




Introduction: The Need for Efficient Milk Processing
Milk processing is a highly regulated and meticulous industry that demands precision, hygiene, and efficiency. The quality of dairy products hinges on the ability to eliminate contaminants, maintain consistency, and enhance overall product purity. However, achieving these objectives poses significant challenges. Milk, whether in liquid or powdered form, contains particles of varying sizes, making it susceptible to inconsistencies, impurities, and aggregation. Without effective screening mechanisms, the presence of unwanted particles can compromise product integrity and shelf life.

To address these challenges, advanced screening technologies have become essential in modern dairy processing facilities. Among these innovations, vertical vibrating screens stand out as a game-changing solution, ensuring superior filtration, consistency, and quality control in milk processing. By integrating high-precision screening, dairy manufacturers can optimize production efficiency while maintaining the highest hygiene standards.
Understanding Vertical Vibrating Screens in Milk Processing
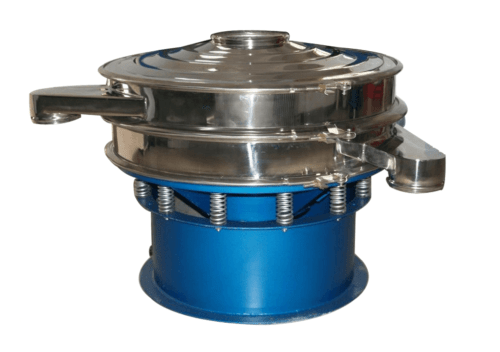
Vertical vibrating screens are specialized screening machines designed to separate fine particles from liquid or powdered substances efficiently. Unlike conventional horizontal screening equipment, vertical vibrating screens utilize an upright configuration combined with high-frequency vibrations to enhance filtration precision.
The working principle of vertical vibrating screens involves the application of vertical oscillations that facilitate the separation of different-sized particles. These vibrations create a dynamic screening effect, ensuring that only appropriately sized milk particles pass through the screen mesh while unwanted contaminants are filtered out. The result is a refined, homogeneous product that meets industry specifications.
Several key components contribute to the enhanced efficiency of vertical vibrating screens in dairy processing. These include:
- Ultrasonic transducers: Generate high-frequency vibrations to prevent mesh clogging.
- Multi-layered screen decks: Enable the separation of different particle sizes with increased accuracy.
- Self-cleaning mechanisms: Minimize the accumulation of dairy residue, enhancing hygiene and reducing downtime.

Compared to traditional sieving methods, vertical vibrating screens offer superior performance in maintaining uniform particle distribution, reducing processing time, and ensuring a higher degree of filtration accuracy. Traditional screening techniques often rely on gravitational force alone, leading to slower throughput and a higher risk of screen blockage.
Enhancing Milk Purity with High-Precision Screening
The purity of milk products is critical for consumer safety and regulatory compliance. High-precision screening plays a fundamental role in ensuring that only clean, contaminant-free milk is processed and packaged.
One of the most pressing concerns in dairy processing is the presence of unwanted impurities and oversized particles. These impurities may include undissolved milk solids, bacteria, and residual processing byproducts. Vertical vibrating screens effectively eliminate these contaminants, ensuring that the final product is free from defects.
For both liquid milk and powdered dairy products, uniform consistency is essential. Vertical vibrating screens promote homogeneity by preventing the agglomeration of milk powder and ensuring a fine, even texture. Similarly, in liquid milk processing, these screens filter out any residual solids, producing a smooth and refined product.
Hygiene is another critical factor in milk processing. Contamination risks are significantly reduced through the use of self-cleaning screen surfaces and advanced filtration techniques. By minimizing manual handling and exposure to external contaminants, vertical vibrating screens help maintain stringent hygiene standards within dairy processing facilities.

Optimizing Production Efficiency with Vertical Vibrating Screens
Efficiency is a cornerstone of profitable dairy production. Vertical vibrating screens not only enhance product quality but also contribute to improved operational efficiency.
One of the key advantages of using vertical vibrating screens is their ability to increase throughput without sacrificing quality. High-frequency vibrations ensure that screening is completed swiftly, enabling manufacturers to process larger volumes of milk within shorter timeframes.
Frequent downtime due to screen clogging or inefficiencies can be costly for dairy manufacturers. Vertical vibrating screens incorporate self-cleaning mechanisms that significantly reduce maintenance requirements, leading to fewer interruptions and a more continuous workflow. This not only boosts productivity but also extends the lifespan of screening equipment.
Energy efficiency is another notable benefit of vertical vibrating screens. Their advanced design minimizes energy consumption while maximizing filtration effectiveness. Unlike traditional screening methods that require extensive manual labor and prolonged operational time, vertical vibrating screens optimize resource usage, making them a cost-effective solution for modern dairy facilities.
Applications of Vertical Vibrating Screens in the Dairy Industry
Vertical vibrating screens serve a diverse range of applications in milk processing, enhancing the quality and consistency of various dairy products.
- Milk Powder Production: Achieving the perfect particle size distribution is crucial in powdered milk manufacturing. Vertical vibrating screens ensure that only fine, uniform particles pass through, preventing clumps and inconsistencies in the final product.
- Liquid Milk Filtration: In liquid milk processing, filtration is essential for removing unwanted solids and ensuring a smooth texture. Vertical vibrating screens effectively eliminate foreign particles, improving product clarity and taste.

- Cheese and Yogurt Processing: The texture and consistency of dairy products like cheese and yogurt rely on precise ingredient mixing and filtration. Vertical vibrating screens assist in achieving optimal texture by removing impurities and ensuring even distribution of milk solids.
Conclusion: The Future of Dairy Processing with Vertical Vibrating Screens
Vertical vibrating screens represent a transformative advancement in dairy processing, offering unmatched precision, efficiency, and hygiene control. Their ability to enhance milk purity, optimize production processes, and reduce operational costs makes them an indispensable tool for dairy manufacturers worldwide.
As dairy processing technology continues to evolve, further innovations in vertical vibrating screening are expected to enhance efficiency and sustainability. From AI-integrated screening systems to improved energy-efficient designs, the future of milk processing will undoubtedly be shaped by continued advancements in screening technology. Investing in vertical vibrating screens today ensures a streamlined, high-quality production process for years to come.