




In liquid filtration systems, efficiency is key, and vibrating screens have emerged as a game-changer in this process. Whether you’re dealing with wastewater, chemicals, or beverages, the ability to separate impurities quickly and effectively can make all the difference. But how exactly do vibrating screens work in liquid filtration systems? In this post, I’ll break down their functionality, highlight the key advantages of using vibrating screens for liquid separation, and explore how these systems help reduce contaminants. I’ll also dive into real-world case studies that demonstrate the successful application of vibrating screens in improving liquid filtration across various industries. Whether you’re in manufacturing or food processing, understanding the power of vibrating screens can transform your approach to liquid handling.

How Vibrating Screens Work in Liquid Filtration Systems
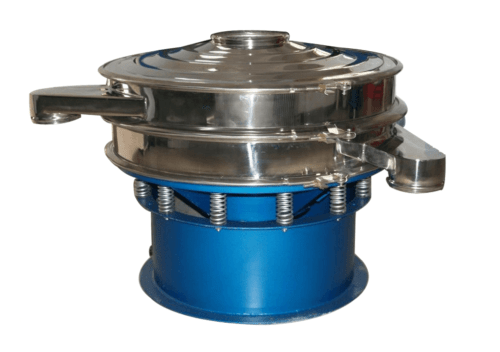
Vibrating screens play an essential role in liquid filtration by utilizing oscillatory motion to filter out solids from liquids. These screens consist of a vibrating motor and a mesh screen that allows liquid to pass through while separating unwanted solid particles. In liquid filtration, the screen is typically set at an angle to allow the liquid to move across it, while the vibrations cause the liquid to flow and the contaminants to be removed.
The way vibrating screens work is based on mechanical principles. The vibrations create rapid movements that force the liquid through a fine mesh or perforated plate, separating larger particles and leaving behind the purified liquid. This process is especially efficient in handling large volumes of liquid quickly, and it can be adjusted based on factors like screen mesh size, vibration frequency, and material characteristics. Whether you’re dealing with viscous fluids or thinner liquids, the setup can be customized to ensure effective separation.
In the food and beverage industry, vibrating screens are used for everything from clarifying juice to removing sediment from wine. In industrial settings, they’re vital for processes like wastewater treatment or filtering chemicals. Their versatility and effectiveness make them a cornerstone in modern liquid filtration systems.

Key Advantages of Using Vibrating Screens for Liquid Separation
Vibrating screens offer several key advantages over traditional filtration methods when it comes to liquid separation. Some of the most significant benefits include:
- Efficiency: Vibrating screens can process large amounts of liquid in a relatively short amount of time, reducing overall downtime. This is particularly beneficial in industries where high volumes are standard, such as wastewater treatment or food processing.
- Customizability: Different applications require different screen sizes and vibration intensities. The adjustability of vibrating screens ensures that they can be fine-tuned for various liquid types, from thick slurries to thin, free-flowing liquids.
- Minimal Maintenance: Vibrating screens are designed for durability and long-lasting performance. Because of their simple mechanical structure, they require minimal upkeep compared to more complex filtration systems like centrifuges or membrane filters.
- Cost-Effectiveness: The upfront investment in a vibrating screen can quickly pay for itself due to its efficiency and low maintenance. Additionally, these screens tend to have a long operational lifespan, further reducing replacement costs.
- Scalability: Whether you’re a small business or a large industrial operation, vibrating screens can be scaled up or down to meet the specific demands of your liquid filtration needs

The Role of Vibrating Screens in Reducing Contaminants in Liquids
One of the primary purposes of vibrating screens in liquid filtration systems is to remove contaminants and impurities. Whether you’re working with water, oil, chemicals, or beverages, ensuring that the final product is free from unwanted particles is critical. Vibrating screens excel in this task due to their precise filtering capabilities.
The fine mesh used in vibrating screens can be customized to capture even the smallest particles, depending on the desired level of purity. For example, in food and beverage applications, these screens can remove seeds, pulp, and other solids, leaving behind a clear liquid. In the chemical industry, they can filter out unwanted sediments or residues, ensuring that the liquid meets strict purity standards.
Another critical aspect of vibrating screens is their ability to filter out contaminants while maintaining the integrity of the liquid. They do not introduce any new contaminants during the process, which is a key advantage over mechanical separation methods that might add lubricants or other chemicals to the mix.
Additionally, the continuous movement and self-cleaning design of vibrating screens prevent clogging, which helps maintain a consistent filtration rate. This is particularly useful in environments where the liquid being filtered contains high levels of particulates or organic matter that might otherwise block or slow down filtration.

Case Studies: Successful Applications of Vibrating Screens in Liquid Filtration
To understand the real-world impact of vibrating screens, it’s helpful to look at several successful case studies across different industries. These examples showcase how vibrating screens have improved liquid filtration processes, enhanced product quality, and reduced operational costs.
- Case Study 1: Beverage Industry – Juice ClarificationIn the juice manufacturing industry, one company used vibrating screens to improve the clarity of its product. By implementing a multi-deck vibrating screen system, the manufacturer was able to separate pulp and fine particles from freshly pressed juice. The result was a higher-quality product with a smoother texture and longer shelf life. The use of vibrating screens also reduced the need for additional filtering equipment, cutting down on production costs and improving overall efficiency.
- Case Study 2: Chemical Processing – Wastewater TreatmentA chemical plant struggled with its wastewater treatment process due to high levels of suspended solids in its effluent. By integrating vibrating screens with fine mesh filters into their treatment system, the plant saw a significant reduction in solids, meeting regulatory compliance more easily. The vibrating screen allowed them to efficiently remove large quantities of solids from the water without needing more labor-intensive or costly filtration methods.
- Case Study 3: Oil Industry – Oil FiltrationIn the oil industry, maintaining the purity of oil is critical for refining processes. One company implemented vibrating screens to separate particulate matter from crude oil. This helped them achieve a cleaner product and prevent downstream equipment from clogging or becoming damaged. By using vibrating screens, they also reduced the time spent on manual cleaning and maintenance

These case studies highlight the versatility and effectiveness of vibrating screens in various liquid filtration scenarios, demonstrating how they enhance operational efficiency, ensure product quality, and contribute to sustainable practices.
In conclusion, vibrating screens have become indispensable in liquid filtration processes across various industries. Their ability to efficiently separate contaminants, enhance product purity, and improve operational productivity makes them a valuable tool for businesses aiming to maintain high standards. From juice processing to chemical waste management, the versatility and effectiveness of vibrating screens are proven through successful real-world applications. By investing in the right vibrating screen technology, companies can not only boost their output but also contribute to more sustainable and cost-effective operations, ensuring long-term success.