




Understanding the Importance of Syrup Clarity
Why Clarity Matters in Syrup Production and Quality
Syrup clarity is more than just an aesthetic preference—it is a direct indicator of quality and purity. Whether used in beverages, pharmaceuticals, or confectionery, a clear, impurity-free syrup enhances both visual appeal and consumer confidence. Cloudiness or particulate matter can signal contamination, improper processing, or inferior filtration methods. Maintaining a high level of clarity ensures consistency in taste, viscosity, and shelf life, making it an essential quality control measure in syrup production.

Common Impurities Affecting Syrup Transparency and Purity
Several factors contribute to reduced syrup clarity, including undissolved solids, air bubbles, and microbial contaminants. Raw ingredients often contain suspended particles such as plant fibers, starch residues, or crystallized sugar, which, if not properly filtered, can lead to sedimentation over time. Additionally, unwanted proteins, fats, and inorganic debris can infiltrate the syrup during processing. These impurities not only impact appearance but can also alter the syrup’s chemical composition, leading to spoilage or undesirable texture changes.
The Role of Liquid Filtration in Enhancing Syrup Appearance
Advanced liquid filtration plays a crucial role in achieving and maintaining syrup clarity. By utilizing precision filtration systems, manufacturers can effectively remove suspended solids and micro-particulates, ensuring a consistent, high-quality product. Filtration also helps stabilize syrup by preventing premature crystallization and microbial growth, extending its usability across various applications. A well-optimized filtration process enhances production efficiency while meeting stringent industry standards for food safety and purity.
How Rotary Vibrating Screens Enhance Liquid Filtration
The Science Behind Rotary Vibrating Screens in Syrup Processing
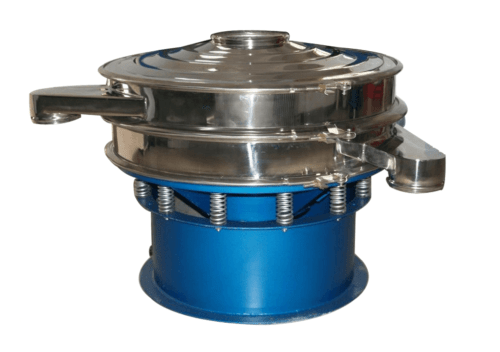
Rotary vibrating screens operate on a principle of high-frequency vibration to separate and refine liquid solutions. In syrup processing, these screens use fine mesh layers to filter out unwanted particles while allowing the desired liquid to pass through. The controlled vibrations create a dynamic separation process, preventing clogging and ensuring a continuous flow of syrup through the filtration system. This method is particularly effective in handling high-viscosity liquids, such as syrups, without compromising processing speed.

Key Features of High-Performance Screens for Superior Filtration
High-performance rotary vibrating screens are engineered with precision to enhance syrup clarity. They feature multiple mesh layers that provide progressive filtration, capturing both large debris and microscopic contaminants. Stainless steel construction ensures durability and compliance with food-grade standards, while adjustable vibration frequencies allow manufacturers to fine-tune separation efficiency. Some advanced models incorporate ultrasonic technology to break up agglomerates, further improving filtration accuracy.
Comparing Traditional Filtration vs. Rotary Vibrating Screens
Traditional filtration methods, such as gravity-based settling or basic sieve filtration, often struggle with fine particulate removal and clogging issues. These conventional techniques require frequent cleaning and maintenance, leading to operational inefficiencies. In contrast, rotary vibrating screens offer a continuous, self-cleaning solution that minimizes downtime. Their ability to process high volumes of syrup with minimal waste makes them a superior choice for modern food and beverage manufacturers.
Optimizing Liquid Filtration for Maximum Syrup Purity
Choosing the Right Mesh Size for Effective Syrup Filtration
Selecting the appropriate mesh size is critical in achieving optimal syrup clarity. A finer mesh captures smaller particles but may reduce processing speed, while a coarser mesh allows faster filtration but might let impurities pass through. The ideal balance depends on the syrup’s viscosity and the level of filtration required. By customizing mesh size according to specific production needs, manufacturers can achieve precise separation without sacrificing throughput.

Best Practices for Maintaining Filtration Efficiency in Production
To sustain peak filtration performance, regular maintenance and monitoring are essential. Cleaning the mesh screens at scheduled intervals prevents residue buildup, which can affect separation efficiency. Additionally, calibrating vibration intensity ensures consistent filtration while reducing wear and tear on the equipment. Implementing automated monitoring systems can help detect early signs of clogging or inefficiencies, allowing for proactive adjustments before production disruptions occur.
Preventing Clogging and Maximizing Throughput in Syrup Filtration
Clogging is one of the most common challenges in liquid filtration, particularly when dealing with high-viscosity substances like syrup. Utilizing self-cleaning mechanisms, such as ultrasonic vibration or air-jet cleaning, helps maintain uninterrupted flow. Proper pre-filtration techniques, including pre-screening or the use of coagulants, can also reduce the burden on primary filtration equipment. By integrating these strategies, manufacturers can optimize throughput while maintaining superior syrup clarity.
Future Trends in Syrup Filtration Technology
Innovations in Liquid Filtration for Cleaner, Purer Syrup
The filtration industry is continuously evolving, with new technologies emerging to enhance syrup processing. Nanofiltration and membrane filtration are gaining traction as ultra-precise methods for removing microscopic contaminants. Additionally, advancements in biodegradable filtration media are promoting sustainability while maintaining high efficiency. These innovations are paving the way for cleaner, more refined syrups without compromising production speed.

Automation and Smart Sieving for Enhanced Production Efficiency
Automation is revolutionizing syrup filtration by integrating smart monitoring systems into rotary vibrating screens. AI-driven sensors can detect particle concentrations in real time, adjusting filtration parameters to maintain consistency. Fully automated filtration units reduce manual intervention, lowering labor costs and improving overall operational efficiency. The adoption of smart sieving technology allows manufacturers to scale production without sacrificing quality control.
The Future of High-Performance Filtration in the Food Industry
As the demand for high-purity liquid products grows, the role of advanced filtration in the food industry will expand. Future filtration systems will likely incorporate machine learning algorithms to predict and prevent filtration issues before they occur. Sustainable filtration solutions, including energy-efficient designs and recyclable filtration media, will further shape the industry’s future. By staying ahead of these trends, manufacturers can continue to deliver crystal-clear syrups while optimizing their production processes.