




In the fast-paced world of chemical manufacturing, maintaining product purity and minimizing waste are essential for efficiency and profitability. This is where vibrating screens play a crucial role. From separating materials with precision to optimizing the purity of chemical products, vibrating screen technology has revolutionized the industry. In addition, these screens are instrumental in improving waste management and enhancing sustainability practices across chemical plants. Throughout this post, I will explore how vibrating screens contribute to material separation, the impact they have on waste reduction, and real-world case studies showcasing their successful implementation in chemical industries. Whether you’re looking to improve production or reduce waste, vibrating screens can be the key to achieving your goals.

1. The Role of Vibrating Screens in Chemical Material Separation
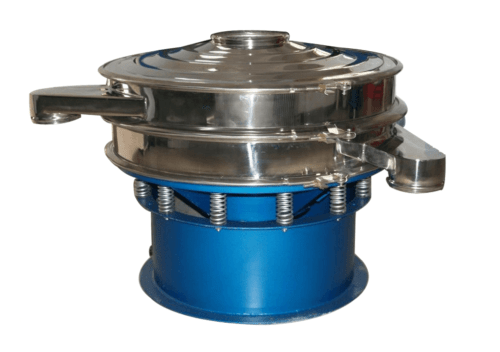
Vibrating screens are critical in the chemical industry for ensuring precise material separation. In chemical processing, many raw materials need to be sorted based on particle size or density before being used in production. Vibrating screens work by using vibrating motion to move materials across a mesh surface, allowing particles that meet specific size criteria to pass through while larger or unsuitable materials are separated. This process helps to streamline production, maintain the quality of chemical products, and reduce contamination risks. The right vibrating screen can handle a variety of materials, from fine powders to larger granules, and ensure that the final product meets the desired specifications.
In high-demand chemical environments, vibrating screens must be tailored to specific needs, such as handling corrosive materials or operating in high-temperature environments. The versatility of vibrating screens is a key reason they are favored in chemical plants, helping manufacturers increase efficiency and precision in every production phase.
2. Optimizing Chemical Product Purity with Vibrating Screen Technology
In the chemical industry, product purity is paramount. Even slight contamination can lead to poor-quality products or safety concerns. Vibrating screens help ensure the purity of chemical materials by efficiently removing unwanted particles, debris, or impurities from the product stream. The screens are often customizable in terms of mesh size, which means they can be designed to filter out even the smallest contaminants or particles that do not meet required standards.
For example, in the production of high-purity chemicals like pharmaceutical ingredients or specialty coatings, achieving a specific particle size distribution is critical. Vibrating screens help manufacturers refine their processes, allowing only the correctly sized particles to pass through and ensuring that all final products are uniform and free of impurities. This is vital for maintaining quality control standards and regulatory compliance.
3. The Impact of Vibrating Screens on Chemical Waste Management and Sustainability
Sustainability is becoming a significant focus in the chemical industry, and vibrating screens play a pivotal role in helping companies manage waste more efficiently. By precisely separating materials, vibrating screens can reduce the amount of waste generated during production processes. Unwanted materials that are filtered out can often be reprocessed or used for other purposes, which minimizes raw material waste.

Moreover, vibrating screens can help companies move toward a zero-waste policy by efficiently sorting out reusable materials and reducing the need for disposal. In waste treatment and recovery processes, vibrating screens can separate solid waste from liquids, making it easier to recover valuable chemicals or components. This reduces the environmental impact of chemical manufacturing and enhances the sustainability of the overall process.
4. Case Studies: Successful Applications of Vibrating Screens in Chemical Industries
Several chemical companies have seen significant improvements in efficiency, product quality, and waste management by implementing vibrating screens in their operations. In one case, a manufacturer of fine chemical powders used vibrating screens to eliminate impurities and ensure consistent particle size distribution. This helped them meet stringent industry regulations while improving the overall quality of their products.
In another example, a plant specializing in polymer production used multi-deck vibrating screens to sort raw materials by size, drastically reducing material waste. The screens also helped improve their production speed, ensuring that only the highest-quality materials entered the process. This case demonstrates how vibrating screens can be customized to handle different chemical products, from powders to granules, and optimize the separation process to meet industry demands.
A third case study focuses on a chemical waste recycling facility where vibrating screens were used to separate recyclable materials from waste streams. This implementation not only reduced landfill contributions but also allowed the company to recover valuable chemical components, contributing to a circular economy model. These examples highlight how versatile vibrating screens can be in achieving both operational efficiency and sustainability in the chemical sector.

In conclusion, vibrating screens are vital for optimizing processes in the chemical industry. They ensure precise material separation, enhance product purity, and contribute significantly to sustainability efforts by reducing waste. With their ability to improve efficiency, meet regulatory standards, and adapt to various material types, vibrating screens have proven their worth across countless applications. Whether you’re looking to refine product quality or reduce your environmental impact, investing in the right vibrating screen technology can revolutionize your operations and drive long-term success in chemical manufacturing.