




In the fast-paced world of food production, maintaining ingredient purity and quality is crucial. Vibrating screens play a key role in this process by effectively removing unwanted materials, ensuring only the finest ingredients reach the final product. This post explores their essential role in achieving high purity and quality standards, supported by case studies of successful implementations across various food products. I’ll also guide you on choosing the right vibrating screen for different food ingredients, helping you make informed decisions. Lastly, I’ll highlight how these screens not only safeguard quality but also boost production speed, making them indispensable in the competitive food industry.

1. The Role of Vibrating Screens in Ensuring Ingredient Purity and Quality
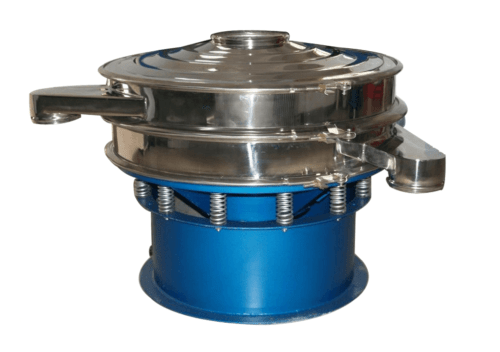
Vibrating screens play a pivotal role in the food industry by guaranteeing that ingredients meet high standards of purity and quality. These machines separate materials based on size, texture, and other characteristics, ensuring that contaminants, impurities, or oversized particles are removed from the batch. For food producers, maintaining ingredient purity is not just a matter of quality control—it is essential for consumer safety and regulatory compliance.
The vibrating screens achieve this through a combination of oscillation and mesh screening. When the screen vibrates, it causes the particles to move and spread across the surface, allowing the desired materials to pass through the screen while larger or unwanted particles remain on top. This level of precision ensures that each batch of food ingredients meets the stringent standards required in the industry, minimizing the risk of contamination and ensuring consistency in the final product

2. Case Studies: Successful Use of Vibrating Screens in Ingredient Separation for Food Products
Real-world examples help illustrate how vibrating screens have successfully optimized ingredient separation across various food products. In flour milling, vibrating screens have proven to be highly effective in sifting and separating different grades of flour, removing bran particles to ensure a fine texture. Similarly, in sugar processing, vibrating screens play a crucial role in eliminating unwanted lumps and ensuring uniform granularity.
Another compelling example is in the processing of powdered spices. Here, vibrating screens help achieve a uniform particle size distribution, which is crucial for quality and consistency in spice blends. The use of vibrating screens also extends to liquid applications, such as in juice production, where they can separate pulp from the liquid to ensure smooth texture and quality. These case studies demonstrate how the right vibrating screen can greatly enhance the purity and quality of various food ingredients, helping businesses maintain high standards and improve their bottom line.

3. How to Choose the Right Vibrating Screen for Different Types of Food Ingredients
Selecting the appropriate vibrating screen depends on the characteristics of the ingredients being processed. Different types of food ingredients require unique screening solutions to achieve optimal separation. For example, powdered products like flour or sugar may benefit from fine mesh screens to ensure uniform particle size, while coarser materials, such as nuts or dried fruits, might need larger mesh sizes to prevent clogging and ensure efficient screening.
The choice of screen material is also important. Stainless steel is commonly used due to its durability and resistance to corrosion, making it suitable for a wide range of food applications. Additionally, the shape and size of the screen’s mesh play a key role in achieving the desired separation. For instance, circular vibrating screens are often used for fine materials, while rectangular screens might be better suited for larger particles. Understanding these factors allows food producers to choose the right screen that aligns with their ingredient type, production goals, and industry standards.

4. How Vibrating Screens Enhance Production Speed in the Food Industry
Vibrating screens not only ensure the quality of food products but also significantly enhance production speed. By quickly separating unwanted materials from the ingredients, they streamline the manufacturing process, allowing producers to process larger quantities in a shorter amount of time. The continuous motion and effective separation capabilities reduce the need for manual labor, lowering operating costs while increasing throughput.
For automated production lines, integrating vibrating screens into the workflow can help minimize downtime and reduce bottlenecks. They can be programmed to run at various vibration frequencies to accommodate different types of ingredients, optimizing the screening process without slowing down production. In high-demand food processing environments, where speed and efficiency are paramount, vibrating screens play a crucial role in maintaining a seamless and efficient production process.

5. How Vibrating Screens Enhance Production Speed in the Food Industry (Extended)
To delve deeper into this topic, it’s important to understand how the specific design features of vibrating screens contribute to increased production speed. Features like adjustable vibration settings, multiple screen decks, and automated cleaning systems make vibrating screens highly adaptable to different production requirements. Multiple screen decks allow for the simultaneous separation of materials into different grades, thus increasing the volume processed per cycle.
Automated cleaning mechanisms, such as ultrasonic cleaning or self-cleaning screens, prevent clogging and screen blinding, ensuring the machine operates at peak efficiency without frequent interruptions. This automation significantly reduces downtime due to maintenance, further speeding up production. The adaptability of vibrating screens to handle different types of food ingredients while maintaining a fast processing rate ensures that food producers can meet high production demands without sacrificing quality.

By leveraging the advanced features and capabilities of vibrating screens, food industry professionals can achieve faster production speeds, leading to increased output, lower costs, and enhanced profitability.
In conclusion, vibrating screens are indispensable tools in the food industry, offering a powerful solution for ensuring ingredient purity, optimizing production speed, and meeting quality standards. Whether you’re processing fine powders, separating liquids, or handling coarser materials, the right vibrating screen can make a significant difference in your operation’s efficiency and output. By understanding the role these machines play, exploring real-world success stories, and choosing the appropriate screen for specific food ingredients, businesses can achieve superior results while maintaining consistency and safety in their products. Embracing this technology not only enhances production but also supports the pursuit of excellence in food processing.