




In the world of powder processing, the design of your vibrating screen can make all the difference. Not only does it play a crucial role in determining the quality of your final product, but it also significantly impacts the efficiency of your operations. As I delve into how various design elements affect powder quality, I’ll also explore the critical role of mesh size in ensuring fine powder separation. To bring these concepts to life, I will share real-world applications and case studies that highlight successful powder processing using vibrating screens. Whether you’re a seasoned professional or new to the industry, understanding these dynamics will empower you to make informed decisions that enhance your powder processing capabilities. Let’s uncover the secrets behind effective vibrating screen design and its profound impact on your operations.

How Vibrating Screen Design Affects Powder Quality and Efficiency
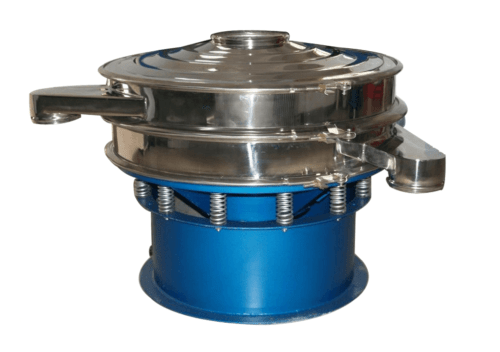
The design of a vibrating screen plays a pivotal role in determining both the quality of the powder produced and the efficiency of the screening process. Various design features—such as the shape, size, and inclination of the screen—directly influence how effectively particles are separated.
- Screen Shape and Size: The dimensions of the screen can affect the distribution of material across the screening surface. A larger screening area allows for higher throughput and better segregation of particles, while the screen’s shape can facilitate optimal material flow, reducing the risk of clogging or blinding.
- Inclination Angle: The angle at which the vibrating screen is set can influence the material’s travel time across the screen. A steeper incline may enhance separation efficiency but can also lead to faster wear on the screen surface. Finding the right balance is essential for maintaining quality and minimizing operational costs.
- Vibration Mechanism: The type of vibration mechanism (such as linear or circular motion) determines how the material is transported and stratified on the screen. Linear motion tends to provide better material conveyance, while circular motion can enhance stratification, leading to more efficient separation.
By understanding these design elements, manufacturers can tailor vibrating screens to meet specific powder processing needs, ensuring optimal product quality and operational efficiency.

2. The Role of Mesh Size in Vibrating Screens for Fine Powder Separation
Mesh size is a critical factor in the performance of vibrating screens, particularly when it comes to fine powder separation. The mesh size determines the particle size that can pass through the screen, making it vital for achieving the desired purity and quality of the end product.
- Screening Efficiency: A smaller mesh size is essential for separating fine particles from larger ones, but it also requires careful consideration. If the mesh is too fine, it may lead to clogging, where particles build up and hinder material flow. This can drastically reduce the efficiency of the screening process.
- Material Characteristics: Different powders have unique flow characteristics, which can affect how they interact with the mesh. For instance, cohesive powders may clump together, making it challenging for them to pass through finer meshes. Understanding the material properties can help in selecting the appropriate mesh size for optimal performance.
- Screening Application: The choice of mesh size also depends on the specific application. For example, in pharmaceutical applications, where purity is paramount, finer meshes may be necessary to ensure that unwanted larger particles are effectively removed. In contrast, in bulk material processing, coarser meshes may suffice.
By carefully selecting the right mesh size, manufacturers can enhance the efficiency of fine powder separation, ultimately leading to improved product quality.

3. Real-World Applications: Case Studies of Successful Powder Processing with Vibrating Screens
To illustrate the effectiveness of vibrating screens in powder processing, it’s valuable to examine real-world applications where these systems have been successfully implemented. These case studies highlight the versatility and efficiency of vibrating screens across various industries.
- Pharmaceutical Industry: In a pharmaceutical manufacturing facility, a vibrating screen with a fine mesh was implemented to separate active ingredients from excipients. The design allowed for efficient segregation while maintaining the integrity and purity of the product. The result was a significant reduction in product contamination and increased yield, demonstrating how effective vibrating screen design can lead to better quality pharmaceutical products.
- Food Processing: In the food industry, a bakery used a vibrating screen to sift flour before it was blended into dough. The use of a circular motion vibrating screen enhanced the separation of foreign particles and ensured a uniform particle size in the flour. This not only improved the quality of the final baked goods but also optimized the mixing process, showcasing how vibrating screens can contribute to overall operational efficiency.
- Mineral Processing: A mining operation faced challenges in processing fine mineral powders. By upgrading to a high-capacity vibrating screen with an adjustable inclination angle, the facility improved its throughput while effectively separating unwanted material. This case highlights the importance of customizable screen design to address specific processing challenges and enhance production efficiency.
In conclusion, the design of vibrating screens is a fundamental factor that significantly influences both the quality and efficiency of powder processing. By understanding how elements such as screen shape, size, inclination angle, and mesh size work together, manufacturers can make informed decisions that enhance product purity and operational performance. Real-world applications demonstrate the versatility of vibrating screens across various industries, showcasing their ability to tackle specific processing challenges effectively. As you consider your powder processing needs, remember that investing in the right vibrating screen design can lead to improved outcomes, increased productivity, and ultimately, a superior end product. Embracing these insights will empower you to optimize your operations and stay ahead in the competitive landscape of powder processing.