




In the fast-paced world of pharmaceuticals, ensuring ingredient purity and quality is paramount. One essential tool in this endeavor is the vibrating screen, a device that plays a crucial role in separating and refining ingredients to meet stringent industry standards. Understanding how vibrating screens function in pharmaceutical processing is the first step toward optimizing their use. This post will delve into the significance of mesh size and its direct impact on ingredient quality, exploring how even slight adjustments can make a world of difference. Furthermore, compliance with regulatory standards is non-negotiable, and vibrating screens are pivotal in maintaining this adherence. Finally, I’ll share compelling case studies that showcase successful implementations of vibrating screens in the pharmaceutical sector, illustrating how these machines enhance efficiency and product integrity. Join me as I unpack the vital role vibrating screens play in shaping the future of pharmaceutical manufacturing.

1. Understanding the Functionality of Vibrating Screens in Pharmaceutical Processing
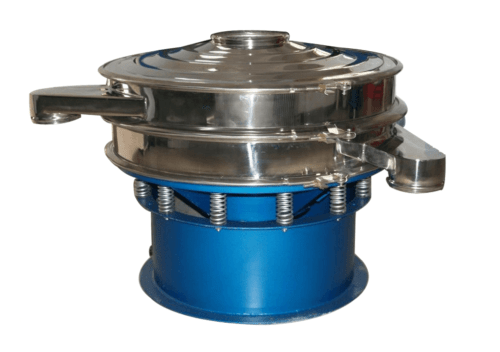
Vibrating screens are integral to pharmaceutical processing, primarily used for separating and classifying materials based on size and weight. These machines operate on a simple yet effective principle: they generate vibrations that move materials across a mesh or screen surface. The design allows for the efficient separation of particles, ensuring that only the desired size passes through while larger particles are retained.
In the pharmaceutical industry, this functionality is critical because the purity of ingredients directly affects the safety and efficacy of the final product. Vibrating screens facilitate the removal of impurities, such as oversized particles, contaminants, and foreign bodies, which could compromise product quality. Additionally, these screens can be designed to meet specific needs, such as varying mesh sizes and configurations, allowing for optimal separation tailored to different pharmaceutical products. Understanding this functionality enables manufacturers to utilize vibrating screens effectively, improving operational efficiency and ensuring compliance with industry standards.

2. The Impact of Vibrating Screen Mesh Size on Ingredient Quality
The mesh size of a vibrating screen significantly influences the quality of pharmaceutical ingredients. Different products require specific particle sizes to achieve the desired dissolution rates, bioavailability, and overall efficacy. For instance, finer mesh sizes are essential for products that require quick absorption, while coarser meshes may be suitable for other applications.
When the mesh size is appropriately chosen, it ensures that only the desired particle size is retained, effectively removing larger or smaller particles that could adversely affect the formulation. This precision in screening not only enhances the quality of the ingredients but also reduces waste by maximizing the yield of usable material. Additionally, consistent mesh size helps maintain batch uniformity, which is vital for regulatory compliance and product stability. Manufacturers must consider various factors, such as the physical properties of the material being screened, to select the right mesh size and optimize the ingredient quality.
3. Regulatory Compliance: Ensuring Quality with Vibrating Screens
In the pharmaceutical industry, regulatory compliance is paramount. Organizations like the FDA and EMA impose strict guidelines to ensure that products are safe, effective, and of high quality. Vibrating screens contribute to this compliance by enabling manufacturers to maintain the necessary purity and quality standards for their ingredients.

By incorporating vibrating screens into their processes, manufacturers can demonstrate that they are actively taking measures to remove contaminants and ensure the consistent quality of their raw materials. Regular maintenance and validation of the screening equipment are also essential to ensure that the screens function correctly and consistently meet the required specifications. Furthermore, documented evidence of the effectiveness of vibrating screens in maintaining ingredient quality is crucial during audits and inspections. Ultimately, investing in high-quality vibrating screens and understanding their role in regulatory compliance helps pharmaceutical companies avoid costly recalls and maintain their reputation in the marketplace.
4. Case Studies: Successful Implementation of Vibrating Screens in Pharma
Real-world case studies provide valuable insights into how vibrating screens have been effectively implemented in pharmaceutical processing. These examples illustrate the versatility and efficiency of vibrating screens in addressing specific industry challenges.
One notable case involved a leading pharmaceutical manufacturer that struggled with contamination in their powder products. By integrating vibrating screens with appropriate mesh sizes into their process, they significantly reduced the presence of foreign particles, leading to improved product quality and regulatory compliance.
Another case highlights a company that needed to enhance the consistency of its formulations. By optimizing the vibrating screen setup, they were able to achieve uniform particle sizes across their batches, resulting in increased bioavailability and better overall performance of their medications.
These success stories underscore the importance of vibrating screens in the pharmaceutical industry. They not only enhance ingredient purity but also support manufacturers in meeting their production goals and regulatory requirements. By learning from these examples, other companies can identify best practices and leverage vibrating screens to improve their own processes.

In conclusion, understanding the functionality of vibrating screens and their impact on pharmaceutical processing is crucial for ensuring ingredient quality and regulatory compliance. By exploring these key aspects, manufacturers can optimize their operations and deliver safe, effective products to the market.
In summary, vibrating screens play an essential role in the pharmaceutical industry, ensuring the purity and quality of ingredients through efficient separation processes. Understanding the functionality of these machines, alongside the impact of mesh size, is crucial for optimizing ingredient quality and meeting stringent regulatory requirements. Case studies further demonstrate the successful implementation of vibrating screens, showcasing their ability to enhance product consistency and compliance. By investing in high-quality vibrating screens and incorporating best practices, pharmaceutical manufacturers can not only improve their operational efficiency but also ensure that they deliver safe and effective products to consumers. Embracing this technology will ultimately lead to a stronger reputation and a competitive edge in the market, reinforcing the commitment to excellence in pharmaceutical processing.