




Efficient Edible Oil Filtration with Vibrating Screens
Introduction to Edible Oil Filtration
The importance of edible oil filtration cannot be overstated, especially in the food industry. Filtration is a crucial process in the production of high-quality oils, as it directly impacts both the sensory attributes and the safety of the final product. Unfiltered oil may contain a range of impurities such as suspended particles, moisture, and residual solids that can adversely affect its clarity, flavor, and shelf life. Consequently, ensuring proper filtration becomes essential to producing oil that meets industry standards and consumer expectations.

However, achieving high-quality edible oil through filtration is fraught with challenges. Oil, by nature, tends to trap impurities during the extraction process. From small particles like dust and seed fragments to larger contaminants such as waxes and mucilaginous substances, all pose obstacles to the smooth flow of oil and can compromise the purity of the final product. As such, an efficient filtration system is required to eliminate these contaminants without affecting the oil’s inherent properties.
How Vibrating Screens Enhance Oil Filtration
The Mechanism Behind Vibrating Screens
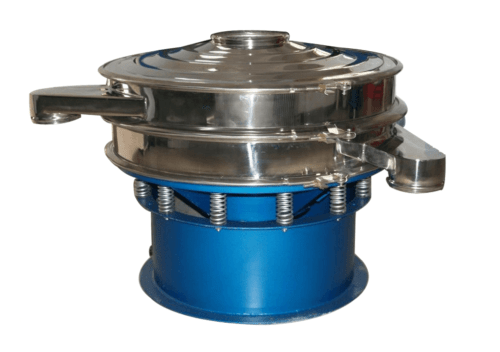
Vibrating screens offer a highly effective filtration solution for edible oils, using vibration technology to separate solid contaminants from the liquid oil. At its core, a vibrating screen consists of a screen mesh that is vibrated at high frequencies. As the oil passes through the mesh, the vibration helps to dislodge particles, facilitating their movement across the screen’s surface. The mesh then traps these particles, preventing them from contaminating the oil.
This technology allows for a dynamic and continuous filtration process, unlike traditional methods, which may rely on gravity or static filtration. The mechanical action of vibration promotes higher throughput rates and more efficient separation, reducing the time spent on filtration while improving the overall quality of the oil.
Advantages of Using Vibrating Screens for Filtration
One of the primary benefits of using vibrating screens in edible oil filtration is their ability to handle large volumes of oil while maintaining a high filtration efficiency. This scalability is essential for industrial operations that require continuous production. Vibrating screens are also more effective at separating finer particles, improving the clarity of the oil and reducing the presence of fine solids that could affect the taste or stability of the oil.

Another advantage lies in their versatility. Vibrating screens can be adjusted to accommodate different oil types and particle sizes, making them suitable for a wide range of edible oil applications, from vegetable oils to olive oil and more. Furthermore, vibrating screens are relatively easy to clean and maintain, ensuring consistent performance over extended periods of use.
Types of Vibrating Screens Used in Edible Oil Processing
In edible oil processing, several types of vibrating screens are commonly used, each designed to meet specific filtration requirements. One of the most popular options is the linear vibrating screen, which provides efficient separation for bulk materials and fine particles. This type of screen is ideal for processing large quantities of oil, ensuring a smooth flow while effectively removing contaminants.
Another commonly used type is the circular vibrating screen, which is particularly effective for oil filtration in high-capacity systems. The circular motion promotes uniform distribution of the oil, improving filtration efficiency. Additionally, ultrasonic vibrating screens can be employed in specialized applications that require finer filtration, such as removing microscopic particles from premium oils.
Improving Oil Purity and Clarity with Vibrating Screens
Removing Impurities and Contaminants Efficiently
One of the primary goals of oil filtration is to remove impurities that could affect the oil’s quality. Vibrating screens excel in this area by effectively separating solid impurities, such as plant debris, fibers, and small particles that can cause cloudiness or instability. The vibrating motion ensures that these contaminants are efficiently dislodged from the oil, minimizing their presence in the final product.
Moreover, vibrating screens are able to achieve a level of precision that is often superior to traditional filtration methods. The fine mesh screens capture even the smallest particles, ensuring that the oil remains pure and free from any undesired substances.
Enhancing Oil Color and Quality
The color of edible oil is a critical factor in determining its quality and appeal to consumers. Oils that are murky or cloudy are often considered of lower quality. Vibrating screens enhance the visual appeal of the oil by removing impurities that could affect its color. As a result, the oil appears clearer, brighter, and more attractive to consumers.
In addition to improving appearance, vibrating screens also help maintain the oil’s natural flavor. By removing unwanted particles, the screens prevent the oil from developing off-flavors that could result from oxidation or the presence of residual solids.

Impact on Shelf Life and Taste
The filtration process has a direct impact on the shelf life and taste of edible oil. Impurities in the oil can accelerate oxidation, leading to a rancid taste and shortened shelf life. By removing these contaminants, vibrating screens extend the freshness and shelf life of the oil, ensuring that it retains its original flavor and nutritional value for longer periods.
In oils such as olive oil, where flavor is of utmost importance, this filtration process ensures that the oil remains fresh, crisp, and free from any bitter or undesirable aftertastes. Vibrating screens, therefore, play a vital role in preserving the taste and quality of edible oils throughout their lifespan.
Maximizing Filtration Efficiency: Tips and Best Practices
Optimizing Vibration Settings for Maximum Effectiveness
To achieve the best filtration results, it is essential to optimize the vibration settings of the screen. Factors such as amplitude, frequency, and direction of vibration can significantly affect the efficiency of the filtration process. By adjusting these parameters to suit the specific characteristics of the oil and the contaminants being filtered, manufacturers can maximize throughput while ensuring effective separation.
For instance, increasing the amplitude of the vibrations may be useful when filtering larger particles, whereas finer mesh sizes and higher frequency vibrations might be necessary to separate microscopic impurities. Tailoring these settings ensures that the oil filtration process is as efficient as possible, reducing the need for reprocessing.
Selecting the Right Screen Mesh Size for Different Oils
Selecting the appropriate screen mesh size is another key factor in achieving efficient filtration. The mesh size must be chosen based on the oil type and the size of the impurities. For instance, a larger mesh size might be suitable for filtering coarse particles in vegetable oils, whereas a finer mesh is required to remove smaller particles or micro-impurities from high-end oils like olive or avocado oil.
In some cases, multiple stages of filtration with different mesh sizes are employed to progressively remove contaminants of varying sizes. This multi-stage approach ensures that the oil remains free from all types of impurities.
Regular Maintenance and Cleaning for Consistent Results
Consistent maintenance and cleaning are critical for ensuring the longevity and effectiveness of vibrating screens. Over time, screens can become clogged with oil residue or contaminants, which may reduce their filtration efficiency. Regular cleaning prevents this buildup and ensures that the screen remains in optimal condition.
It is also important to periodically inspect the screens for wear and tear. Replacing worn-out or damaged screens ensures that the filtration process remains effective and that the oil meets the required quality standards. Proper maintenance ultimately leads to longer equipment life, lower downtime, and more consistent results.
Conclusion: The Future of Edible Oil Filtration with Vibrating Screens
Trends in Filtration Technology
The edible oil filtration industry is continually evolving, with technological advancements improving filtration efficiency. In the future, innovations in vibrating screen technology, such as more sophisticated vibration control systems and automated cleaning mechanisms, are likely to further enhance the effectiveness and efficiency of oil filtration.
Additionally, as demand for high-quality, organic, and natural oils continues to rise, manufacturers will seek even more precise filtration methods that preserve the flavor, nutritional value, and appearance of the oils. This trend will drive the development of next-generation vibrating screen technologies tailored to meet these needs.
Long-term Benefits of Using Vibrating Screens in Edible Oil Production
In the long term, the use of vibrating screens in edible oil filtration offers numerous benefits, including enhanced product quality, improved operational efficiency, and greater scalability for large-scale production. As the food industry becomes more focused on health-conscious consumers, the ability to produce cleaner, purer oils will remain a key factor in maintaining competitive advantage.
Vibrating screens, with their ability to offer continuous, efficient filtration at a high throughput rate, are likely to remain an integral part of the edible oil production process for years to come.